ガス圧接を行った後の接合部はふくらみがあります。
文字通り、ガスで圧力をかけて接合するので多少なりともふくれるよね。
とあなたは漠然と感じているかも知れませんね。
「では、何故ふくらみに対して管理値がついているのでしょうか?
一体何を管理するために値を決めているのでしょうか?」
そこで
今回はガス圧接に関する様々な管理値についてお伝えしています。
まず
ガス圧接の原理を改めて考えてみましょう。
ガスで熱せられてドロッと溶けた鉄がタイミングよく
両側から圧力をギュッと掛けられて溶けた鉄同士がくっつく。
だから
接合する端面はキレイに研削されて錆のような不純物がない
という状態にしておかないとイケない。という事でした。
実は
ガスで熱せられている状況下で新たに「不純物」が作られているのです。
その「不純物」を取り除いて、更に母材以上の品質を保つために
「ふくらみ」は必要なのです。
それは
鉄の中での「酸化」された部分のことです。
ガス圧接で使用するガスはアセチレンと酸素を混合です。
だから、燃焼すると当然ながら酸素と鉄が結合して酸化されます。
そして
その「酸化された部分」が品質上問題ないレベルまで
拡散するために、鉄筋径の1.4倍以上のふくらみが必要なのです。
それから
実はガス圧接の管理値は、先程のふくらみも含めて7つあるのですが、
一般的には4つ覚えておけば大丈夫でしょう。
ただし
この4つは非常によく出てくる値なので忘れずに
しっかりと覚えておくことをオススメします。
更に
図がないとイメージ出来ない!!という方のために、
一旦、「建築工事監理指針(令和元年版上巻) [ 国土交通省大臣官房官庁営繕部 ]」
の該当部分を確認して下さい。
P.317
図 5.4.3 圧接部のふくらみの形状及び寸法
図 5.4.4 圧接面のずれ
図 5.4.5 圧接部における鉄筋中心軸の偏心量
図5.4.6 圧接部の片ふくらみ

こちらの
- 圧接部のふくらみが鉄筋径の1.4倍以上
- 圧接部の長さが鉄筋径の1.1倍以上
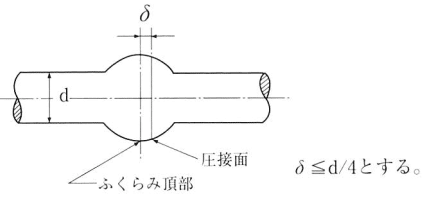
- 圧接面のずれが鉄筋径の1/4以下
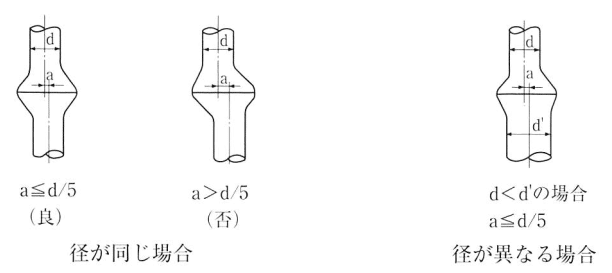
- 鉄筋中心軸の偏心量が鉄筋径の1/5以下
については真面目に覚えておきましょう。
最後に
「建築工事監理指針(令和元年版上巻) [ 国土交通省大臣官房官庁営繕部 ]」
の該当部分を確認して下さい。
P.310
5.4.4 圧接部の品質
(1) 圧後継手に要求される性能は、鉄筋母材と同等以上の継手強度が得られることであり、これを保証するための代用特性の一つとして圧接部の外観と内部欠陥がないことを規定している。「標仕」に規定する圧接部の品質の各項目は、 「鉄筋の継手の構造方法を定める件」 (平成12年5月31日建設省告示第1463号)の規定に対応するものである。
(ア) ガス圧接では、圧接作業の最終工程でふくらみを形成することによって圧接面にできた酸化物を拡散することができる。ふくらみの直径が鉄筋径の1.4倍以上あれば酸化物が拡散し、母材と同等以上の継手強度が安定して得られることが実験的に確かめられている。
(イ) 圧接部のふくらみは、できるだけなだらかな形状となっていることが力学的に好ましい。ふくらみの長さを大きくしてなだらかな形状にするためには、幅焼きの範囲を広くする必要があるが、作業能率の面から幅焼きはある程度の幅にとどめた方がよい。鉄筋径の1.1倍程度以上のふくらみ長さであれば十分な継手強度が確保できることが確認されている。このふくらみ長さが得られるための幅焼き
の範囲は鉄筋径と同程度である。(ウ) 圧接部のふくらみにおける圧接面のずれは、圧接作業中に接合する鉄筋の突合せ面からずれた位置で加熱することによって生じる。加熱位置がずれると鉄筋同士で温度上昇が異なり適正な圧接温度に達しないままの圧接となり、良好な接合が得られない。圧接面のずれが鉄筋径の1/4以上になると十分な継手強度を確保できなくなる可能性がある。
(エ) 圧接部における鉄筋中心軸の偏心量は、施工の良否の指標の一つであり、管理限界値は鉄筋径の1/5以下としている。
(オ) 圧接部に折れ曲がりがある場合には継手の軸剛性が低下する。(公社)日本鉄筋継手協会「鉄筋継手工事標準仕様書 ガス圧接継手工事(2017年)」では、折れ曲りは2°以下としている。
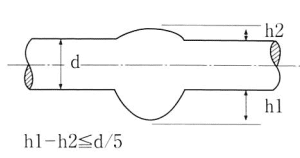
(カ) 圧接部の片ふくらみは継手の強度に影響を及ぼすおそれがあることから、平成22年版 「標仕」で監理項目に追加lされた。片ふくらみは圧接器の固定が不十分な場合や鉄筋端面の隙間が大きい場合に生じる。ふくらみの小さい側の圧接面には十分な加圧力が作用せず不完全な接合となり、圧接部の引張強さが低下することがある。管理限界値は、ふくらみ量の差が鉄筋径の1/5以下としている。
(キ) 強度に影響を及ぼす焼割れ、へこみ、垂れ下がり及び内部欠陥がないことが必要であり、内部欠陥は超音波探傷試験(抜取検査)により、それ以外は目視で確認する。(公社)日本鉄筋継手協会 「鉄筋継手工事標準仕様書 ガス圧接継手工事(2017年)」では、垂れ下がりについて、同協会の技量検定の判定基準で6mm以下としている。
つまり
ガス圧接のふくらみ部は、接合部を熱することで生じる鉄の酸化物が
ふくらみ部で十分に拡散されて、接合部が母材部分と同等以上の強度を
得られるために母材の1.4倍という数値が必要なのです。
他にも
ガス圧接の品質管理において覚えておくべき品質管理の数値は
- 圧接部の長さが鉄筋径の1.1倍以上
- 圧接面のずれが鉄筋径の1/4以下
- 鉄筋中心軸の偏心量が鉄筋径の1/5以下
の計4つをおさえておけば一通り大丈夫だと考えています。
このように
現場を管理していくうえで暗記しておくべき数値はいくつかあります。
こちらの数値も突然現場で聞かれても答えることが出来るくらいに
なっておいて欲しい。と私が感じている数値ですよ。
↓ ↓ ↓
















































この記事へのコメントはありません。