
ここの溶接は、ビードを5層重ねていきます。予熱温度は○○℃で、
パス間温度は○○℃です。
と言われても何ですか?というあなたは、今回は用語のまとめなので
忘れたたここに立ち戻るという感じで1つ1つ覚えていきましょう。
以下、「建築工事監理指針(令和7年版上巻)」より抜粋
P.706~708
用語 定義 対応英語(参考)
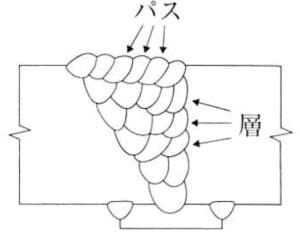
太字:ISO用語パス 被覆アーク溶接棒、アーク溶接卜ーチ又はガスト溶接トーチが溶接線に治って移動して1回分の溶接作業を行う操作。ランともいう 。
注記 ランはビーム溶接で使われる。run,
passビード 1回の溶接パスによって作られる結果としての1回分の溶接部又は溶接金属。溶接ビードともいう。 bead 層 一つ又は二つ以上のパスから成る溶接金属 (多層溶接の図参照)。 layer 積層 溶接線に沿って行う 2層以上の溶接操作。 lamination of layers 多層溶接 ビードを2層以上重ねる溶接。
multilayer、welding クレータ ビードの終端にできるくぼみ。 crater スパッタ アーク溶接、ガス溶接、ろう接などにおいて溶接中に飛散するスラグ及び金属粒。 spatter スラグ 電極の被覆剤又はフラックスが溶融し、凝固後に溶接金属を部分的又は全体的に覆っている非金属物質。 slag スカラップ 溶接線の交差を避けるために、一方の母材に設ける扇形の切欠き。 scallop,
weld access hole予熱 溶接に先立って部材の適切な範囲を加熱する作業。 preheating 予熱温度(TP) 熱影響部を含めた溶接部の部材の溶接実施直前の温度。
注記 その温度は一般に下限値で示し、予熱保持温度の下限に等しい (JIS Z 3703 参照)。preheat temperature,
preheating temperatureパス間温度(Ti) 多層溶接において 次のパスを溶接する直前の溶接パス及び近傍の母材の温度。
注記 通常、上限温度で表す (JIS Z 3703参照)。interpass tenmperature 溶接入熱(El) 単位溶接長さ当たりの溶接で消費される電気エネルギ一量。
注記 溶接入熱の値は次の式で計算する。
El = (IU)/v
ここに U:アーク電圧、I: 溶接電流、v:溶接速度1energy input pel
unit length
最後に
「建築工事監理指針(令和7年版上巻)」
の該当部分を確認して先程の用語を復習して下さい。
P.582
(7) 溶接により発生するスラグは、適切な工具を用いて適宜除去 しなければならない。スラグが残っていると、スラグ巻込みや融合不良等溶接欠陥の原因となる。被覆アーク溶接やセルフシール ドアーク溶接ではガスシール ドアーク溶接に比べてスラグの発生量が多いので、パスごとに除去する。溶接完了後も外観の確認と検査のためにスラグを除去する必要がある。
今回は、溶接用語をまとめてみました。
他の工種にも色々あると思うけど、必要な時に必要な知識を
入れていくのがベストだと私は考えています。
そんな時に、手元にこちらを1冊おいておくと心強いですよ。
↓ ↓ ↓













































この記事へのコメントはありません。