
溶接は意外と?デリケートで、風雨などの外部環境や
溶接機の電流の大小、溶接のスピード、溶接面の温度などの
様々な影響を受けてしまいます。
当然ながら、悪影響を受けた溶接部は欠陥という形で現れます。
その「欠陥」を、作業者が自ら気付いて適切な方法で補修する
というのが基本原則ではありますが、だからと言ってあなたが
欠陥とその原因、補修方法を知らないという訳にはいきません。
溶接の欠陥については、様々な種類があり、原因や補修方法に
ついて1つ1つ解説していくと大変なので、建設工事監理指針に
表でまとめて記載されているのが分かりやすいので、最後に
内容を確認してください。
そして
その知識を現場で実際に活かすには、どうすれば良いか?
というと、「自分の目で溶接部を確認する」という事が大切です。
ちなみに
どの溶接欠陥も「見れば分かる」ような内容です。
だから、正しい溶接の出来栄えと、欠陥の違いは、許容範囲を
考えなければ、例えあなたが初心者でも見分けられます。
大切なのは、人がやった事を鵜?みにせずに自分の目で確かめる
事が、現場の品質を保つためには非常に大切です。
別に、性悪説で全く信用するな!ということではなく、基本的には
性善説の考えで私は良いと思いますが、作業員さんのやりっぱなし
で現場監督が全く確認していないのは、信用とは違います。
あなたの職務として「確認」することが必要です。
「でも、忙しいのにキレイごとだけ言うなよ!」
とあなたは思っているかも知れませんので、文末のリンクを
たどって私の過去に書いた記事を合わせて確認してみて下さい。
最後に
「建築工事監理指針(令和7年版上巻)」の該当部分を確認して下さい。
P.594
7.6.13 溶接部の不合格箇所の補修
(1) 溶接部の欠陥の名称等については、7.14.1 [溶接用語]を参照する。溶接部の欠陥の原因及び対策は、表 7.6.5 に示すとおりである。
補修用溶接棒はなるべく細径のものがよく、手溶接の場合は 4mm 以下がよい。また、鋼材の種類によっては、予熱 (7.6.7(3)参照) が必要となる。
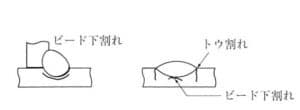
(2) 溶接割れの種類は次のとおりである。
(ア) 割れの発生時の温度による種類
① 高温割れ:溶接時の溶接凝固に伴って生じる割れで、主として溶接金属の割れである。
② 低温割れ:溶接後ある時間経過して室温付近で生じる割れであり、大部分の割れはこれに属する。(イ) 割れの発生部位による種類
① 溶接金属の割れ
② 熱影響部の割れ
③ 母材の割れ
(3) 溶接により母材に割れが入った場合の処置としては、母材を取り替える方法と割れを削り取り補修溶接する方法(部分補修) がある。いずれの処置をとるかの判断が難しい場合は、設計担当者の意見等も求めて決定する。
表 7.6.5 溶接部の欠陥の原因及び対策 項目 原因 対策 処置 融合不良
(不溶着
溶込不良)
- 継手設計の不良
- 開先作成の不良
- 開先作成が狭すぎる
- ルート面が大きい
- 溶接速度が速い
- 電流が小さい
- 溶接棒(溶接ワイヤを含む。以下、同様)の選択不良
- ルート間隔、ルート面の寸法、開先角度を調べる
- ルート面を小さくするか、ルート間隔を大きくする
- 開先角度を大きくするか、角度に応じた溶接棒を使用する
- 溶接速度を減じ、スラグが先行しないようにする
- スラグの包装性を害しない範囲で電流を増す
- 電流を大きくする
- 棒径が適切で、溶込みの大きい溶接棒を選ぶ
削り取り再溶接する スラグの巻き込み
- 多層盛りの場合、前層のスラグ除去が不完全
- 運棒操作が不適当で、ビードの形状、重ね方が悪い
- 電流が小さい
- 溶接棒の選択不良
- スラグの流動性が良過ぎて、冷却しやすい
- 前層のスラグを十分に除去清掃する
- 運棒操作を適正に行う
- 電流を大きくする
- 条件に適した溶接棒を選ぶ
- 溶接部を予熱する
著しいものは削り取り再溶接する ブローホール、ビット
- 風が強い、ノズルにスパッタが大量に付着しているなどの理由により、シールドガスの流れが乱された。
- アーク中の水素又は一酸化炭素が多すぎる
- 溶接部の清掃が不十分(錆、塗料、湿り等)
- 溶接棒が湿っている
- 溶接部が急冷された
- アーク長さ、電流が大き過ぎる
- 溶接速度が速い
- 溶接棒の選択不良
- 風を遮る。ノズルについたスパッタを除去する
- 低水素系の溶接棒を選ぶなど適した溶接棒を選ぶ
- 溶接部の清掃を完全にし、乾燥させる
- 溶接棒の乾燥を十分に行う
- 運棒操作、予熱、後熱等により冷却の速さを遅らせる
- アーク長さ、電流を適正にする
- 適正な溶接速度にする特に始終点を注意する
- 適正な溶接棒にする
著しいものは削り取り再溶接する アンダーカット
- 溶接棒の保持角度、運棒速度が不適当
- 電流が大き過ぎる
- アークが長過ぎる
- 溶接棒が不適当
- 運棒操作を適正に行う
- 電流を小さくする
- アークを短くする(棒径の1/2くらい)
- 条件に適した溶接棒を選ぶ
著しいものは溶接金属を補足する クレーターの過大なへこみ - クレーターは出来るだけ盛り上がるように溶接棒を操作する 同上 溶接金属の大きさ不足又は過大 -
- 溶接金属の大きさは、板厚に応じたものとし適正な棒径の選定と溶接速度が必要である
- 溶接姿勢を正しく保ち、適正な運棒操作を行う
著しいものは溶接金属の削除又は補足する 溶接部の外観不良
(幅、高さ、ビード形状の不ぞろい等)
- 電流が不適当
- 運棒操作及び角度保持の不良
- 溶接部の過熱
- 溶接棒の不適当
- 母材が汚れている
- 適正な電流に保つ
- 適正な溶接速度及び角度で一様な運棒操作をする
- 溶接部の過熱を避ける
- 乾燥した溶接棒を使用する
- 溶接部の錆や汚れを除去する
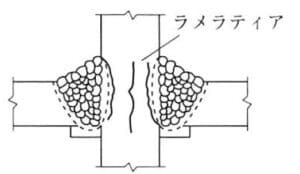
著しいものは溶接部の削除又は補足による修正をする 割れ
- 母材に過剰の炭素合金元素が加わっている
- 母材に硫黄含有量が多い
- 母材のラミネーション等
- 母材の性能として不適当な厚板
- 母材の硬化性が大きい
- 継手の拘束が大き過ぎる
- 継手角度が狭すぎて小さい狭いビードになる
- 溶接底部の引張りによる角度変化を起こし
- 溶接金属に気泡等の欠陥がある
- 溶接棒が湿っているなどアーク雰囲気中の水素が多過ぎる
- 溶接棒の選定不良
- 裏はつりの不良
- 強度、板厚等に応じ溶接に適した母材を選定する
- 予熱を行い、後退法、ブロック方等を用いて溶接する
- 入熱量を大きくし予熱、後熱を行う
- 気泡のない溶着金属をつくる
- 低水素系等条件に適した溶接棒を選ぶ
- 溶接棒を乾燥し湿気を除く
- 適正なビード断面にする
- 溶接速度、電流値を下げ溶込みを減らし、溶込みの少ない溶接棒を用いる
- 表裏平均に溶接を行うか、運棒操作により冷却速度を遅くする
原則として溶接金属を全長にわたsり削り取り再溶接する
適切な試験等で割れの限界が明らかになった場合でも、欠陥部の端から50mm以上削り取り再溶接する
なお、溶接により母材に割れが入った場合は、取り替える(注) 原因と対策の番号は対応しないものもある。

つまり
割れ・溶込み不良・スラグの巻込み・アンダーカット等の溶接欠陥
については、まとめで1つ1つ書きませんが、大切なのはどの欠陥も
「あなたの目で実際に品質を確認して、ダメならしっかりと指摘すること」
をしないと、作業員さんからはだんだんあなたの事を
「少々手を抜いても指摘されない、チョロい現場監督」
という目で見られてしまうかもしれません。
「でも、そんなことを言われても…」
と思ったあなたは、こちらの記事も合わせて読んでみることをおススメします。
↓ ↓ ↓












































この記事へのコメントはありません。