
「溶接でくっつける」ってあなたは強いという印象ですか?
私自身の感想は「強い」という部類に入ります。
なぜなら
仮止めで点溶接の様な状況でも意外としっかりとついているし、
きちんと溶接したあとを切断する場合は、ガスやサンダーなどで
切断しないといけないからです。
更に
鉄骨の柱などでの各部材同士が溶接でくっついているけど
地震力を想定した場合に、その接合方法で問題ないという
事を考えても、「強い」接合方法なんだと考えています。
でも
その「強い」接合方法であるという印象が、欠陥を生じさせる
一因になるかもしれないというのが今回の話です。
今回のタイトルに敢えて「仮設物」という言葉を持ってきたのは
今までに何度か取り上げていますが、鉄骨工事においては、
仮設物も本設のように扱うべきである。といっても、
実際には、仮設物に対しては気が緩みやすい!
と私は考えているからですが、仮設に対してのみ今回の話が
当てはまるのではく、本設の時も同様に当てはまるという
事で読んでおいて下さい。(本設でやったら大変なので)
突然ですが
隅肉溶接でショートビードにならない溶接長はいくつですか?
と問われて、あなたは直ぐに答えることは出来ますか?
ここで、即答できないあなたは、今回のトラブルを起こしてしまう
可能性が有りますので、この先の内容をよく覚えておきましょう。
まず
「ショートビード」とは、溶接長が極端に短い状態を指します。
溶接長が極端に短いと何がいけないのか?というと、前回の記事を
読んでくれたあなたならお分かりかと思いますが、溶接の欠陥は
始終端に起こりやすいということです。
つまり、溶接長が短いと、始めの欠陥が起こりやすい場所と
最後の欠陥が起こりやすい場所だけで、有効に溶接されて
いるであろう箇所がほとんどない状態になってしまうのです。
それでは、溶接としてダメですよね。という話です。
ちなみに
ショートビードにならないためには、
板厚が6mmを超える場合は40mm以上、
板厚が6mm以下では30mm以上
必要なので覚えておいて下さいね。
また
合わせて隅肉溶接の概要についても「建築工事監理指針(令和7年版上巻)」にて
以下にしめしておくので確認をしておいて下さい。
用語 定義 対応英語(参考)
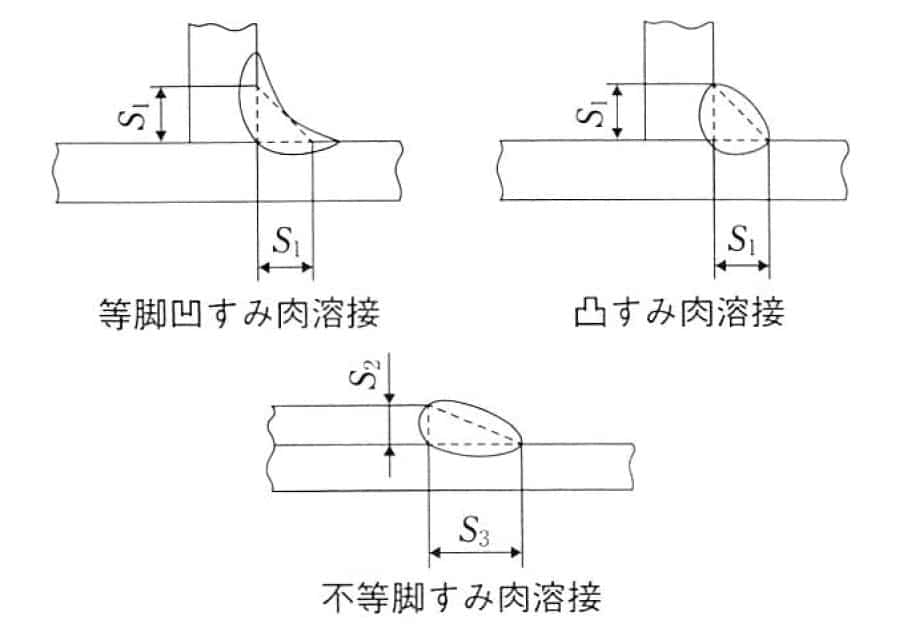
太字:ISO用語すみ肉のサイズ すみ肉の溶接金属の大きさを示すため用いる寸法。
注記1 図中、S1,S2及びS3のように等脚及び不等脚の場合がある。
注記2 等脚の場合には、すみ肉溶接金属の横断面内に描くことのできる最大直角二等辺三角形の等辺の長さ (S1)であり、不等脚の場合には、すみ肉溶接金属の横断面内に書くことのできる最大直角三角形の直角を挟む2辺の長さ (S2,S3) である。
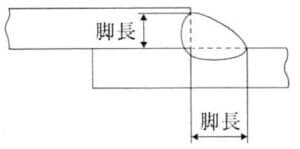
fillet weld size (すみ肉のー)脚長(きゃくちょう) 継手のルートからすみ肉溶接の止端までの距離。
leg lenghth,
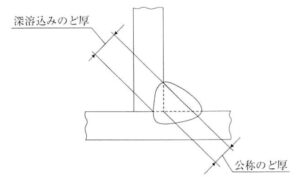
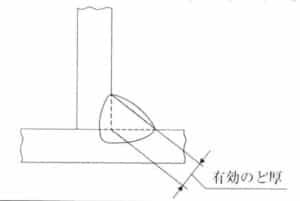
leg(ーof a fillet weld)(すみ肉のー)のど厚(あつ) すみ肉溶接部の厚さを表す値。 throat thickness,
throat (ーof a f illet
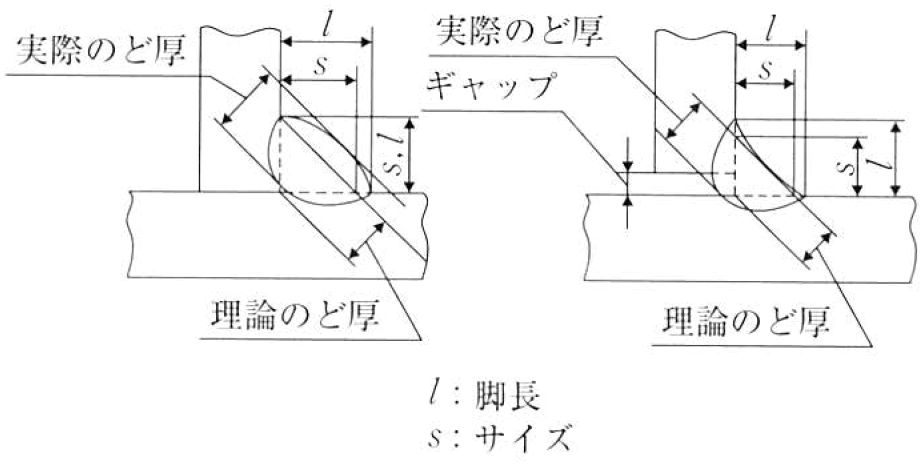
weld)(すみ肉のー)公称のど厚 すみ肉溶接に内包される最大の二等辺三角形から求めたのど厚。この値は、設計に用いる。(すみ肉の) 設計のど厚。又は(すみ肉の) 理論のど厚 (実際のど厚の図参照)のともいう。
nominal throat thickness,
design throat thickness,
(ーof a fillet weld),
theoretical throat(すみ肉のー)実際のど厚 実際に溶接された部分ののど厚。すみ肉溶接の場合は断面のルートから表面までの最短距離とする。ルート部まで溶込みが届かない場合は、溶接金属の最下部から表面までの最短距離とする。
注記 実際のど厚は、設計のど厚の指示に依存する。
actual throat thickness (すみ肉のー)有効のど厚 設計上用いるすみ肉溶接に内包される最大の三角形の高さ。
注記 鋼構造設計基準では、通常、等脚すみ肉を前提としすみ肉サイズの1/√2の値とする。
effective throat thickness
P.586
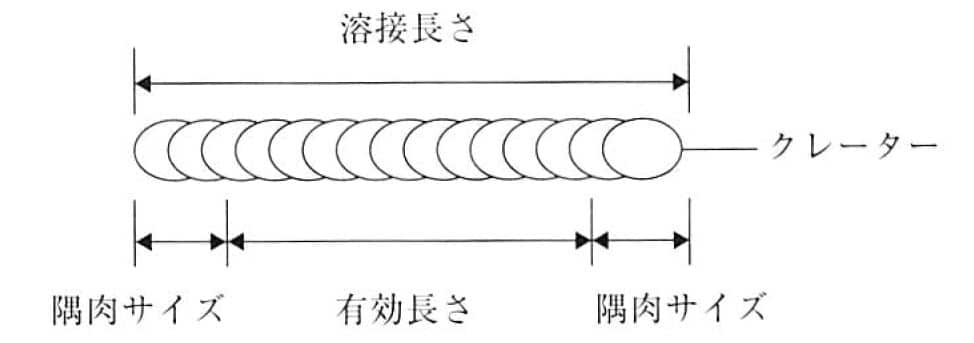
(19) 隅肉溶接長さは、「標仕」 7.6.7(4)(ア)では、図 7.6.7 に示すように、溶接始終端の欠陥を生じやすい部分の長さを隅肉サイズの寸法程度と考え、有効長さに隅肉サイズの 2倍を加えたものとしているので、この長さを確保するように施工する。
図 7.6.7 溶接長さ
P.587
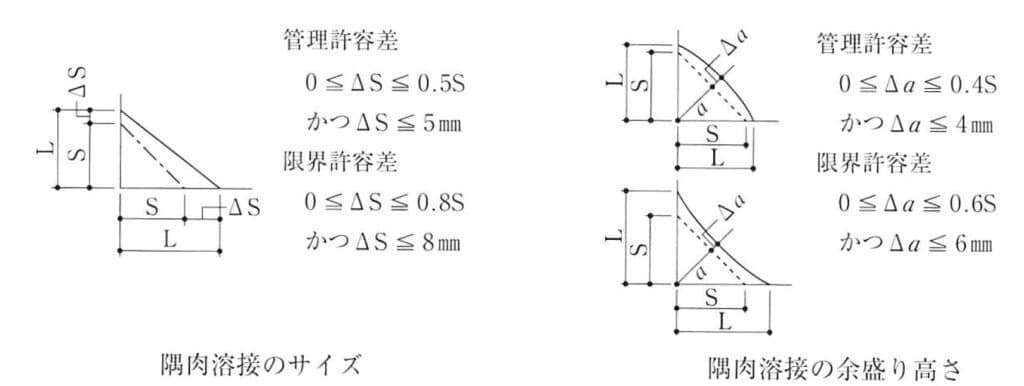
(20) 隅肉溶接のサイズ (S) の許容差 (ΔS) 及び余盛り高さの許容差 (Δa) は、「JASS 6」付則6 によれば、管理許容差として、O ≦ ΔS ≦ O.5S、かつ、ΔS ≦ 5mm、O ≦ Δa ≦ 0.4S、かつ、Δa ≦ 4mm、限界許容差として、 O ≦ ΔS ≦ O.8S、かつ、 ΔS ≦ 8mm、O ≦ Δa ≦ O.6S、かつ、Δa ≦ 6mm となっている (図 7.6.17参照)。溶接全長にわたって、前記の管理許容差を超えるサイズ及び、余盛りの過多がないことを目標に溶接を行う 。前記の限界許容差を超えた場合には、原則として、不適合品として補修することになるが、限界許容差を超えたからといって直ちに削除する必要はなく、それよりも応力の流れがスムーズになるように、溶接ビード (軸方向と直角に切った断面で見た場合の表面) の形状が、平ら又は若干のへこみとなるような補正をするほうが望ましい。
(22) 隅肉溶接の長さが短く、母材の熱容量に比較して与える熱量が少ないと、溶接部が急冷されて割れを生じやすい。また、応力の伝達が円滑に行われにくくなることもあるので、隅肉溶接の有効長さの最小値を、隅肉サイズの 10 倍以下で、かつ、40mm以上になるよう、(一社) 日本建築学会「鋼構造設計規準」に規定されている。
図 7.6.17 隅肉溶接のサイズ及び余盛り高さの許容差(JASS 6より)
つまり
仮設物の取付でやりがちな隅肉溶接の欠陥とはショートビードです。
「溶接は最低限でよいや」という気持ちがでると、30~40mm以上の有効長さが
取れていないという事が起こりやすいです。
仮設物といえども、鉄骨母材を痛めてよいわけではないので、
こちらの記事も合わせて読んでみて下さい。
↓ ↓ ↓

















































この記事へのコメントはありません。