
「この生コン工場、品質あまり良いとは思わないけど、
強度だけはバカみたいに出るから安心だよな~」
とか
「この生コン工場、評判良いけど試験結果が結構ギリギリな事があるから
たまにヒヤヒヤしてしまうよな~」
という感想を持った事はあなたは無いですか?
私は工場の固有名詞は出しませんが、どちらも経験があります。
そこで
今回は、生コン工場の品質と強度のバラツキについてお伝えします。
まず
今回は先に「建築工事監理指針(令和7年版上巻)」
の該当部分を確認して貰ってからの方が説明しやすいと感じますので、
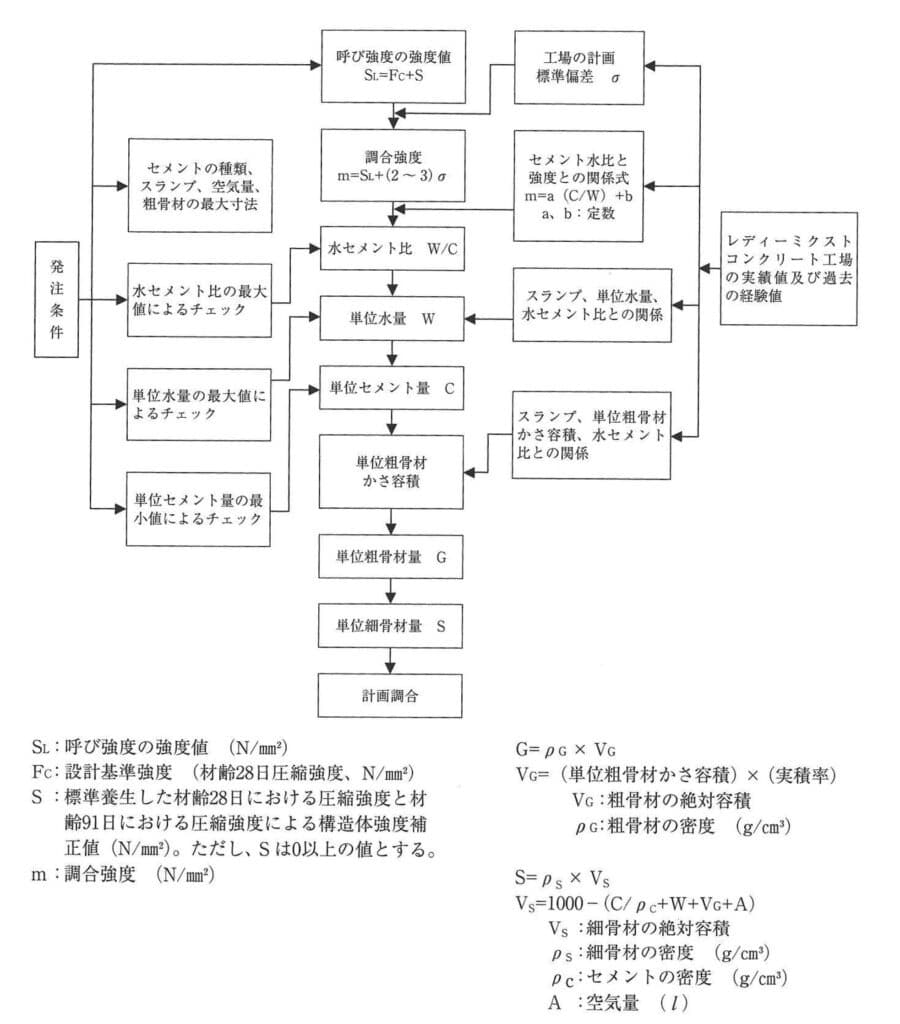
先に調合強度(F)の算定式を重点的に確認してください。
P.396
(C) 計画調合の表し方
コンクリートの計画調合は、JIS A 5308の表9[レディーミクストコンクリート配合計画書]に より表す。
(d) レディーミクストコンクリートエ場ではI類 コンクリートについては、使用する材料で調合設計を標準化している。レディーミクストコンクリートエ場における計画調合の定め方の一例を図6.3.9に示す。
(注) 水セメント比最大値、単位水量最大値、単位セメント最小値で修正を受けた計画調合は、セメント水比と強度との関係より、再度、調合強度を求め、それを満足する強度値の呼び強度を発注する。
先程の算定式で何が分かるか?というと、工場ごとにどのくらい「余裕」
を持って強度を推定してコンクリートを製造しているという事です。
具体的には
m= SL+(2~ 3)σ の部分が標準偏差値としての余裕分です。
こちらの、余裕部分「σ」が少なければ少ないほど、製造側のコストメリットが
あると考えています。
例えば
工場の標準偏差が1.5の工場と2.5の工場があれば
(2~ 3)σ = (2~3)x1.5 = 3~4.5N
(2~ 3)σ = (2~3)x2.5 = 5~7.5N
で、2~3Nくらいは上を目指してコンクリートを製造する事になります。
すると
単純に目指す強度が上がると言うことで、セメント量を増やしたり、
セメント量が増えたことにより他の配合もコストが高くなる方へ
シフトしていくのです。
更に
先程計算したσは、JISで決める他に、工場での実績値でもよいので、
実績を沢山積んで、σの値をギリギリまで小さくすることが出来れば
割増の強度の値が少なくなり、製造コストもおさえることが出来るからです。
だから
自分の工場で製造されるコンクリートの特性を知れば知るほど
強度試験の値はギリギリクリアーする程度となるのです。
その場合は、私たちは生コン工場を信頼して一喜一憂しないことが
大切だという事です。
つまり
調合強度は、この数値を目指して生コンを配合すれば、
材料などによる誤差を含めても最終的に求める強度が
得られるという強度で、算定式は下記であらわされます。
m= SL+(2~ 3)σ(N/mm2)
σの部分は生コン工場ごとの実績に基づいた標準偏差の値となり、
σの値が大きいと実際に目標とする調合強度の値が大きくなるので
コストメリットがあるとは決して言えないと考えます。
だから
出来るだけ標準偏差にバラつきがないσ値が小さい方が
「狙った通りの強度」が出やすいという事になります。
それだけ材料を熟知してたくさんの経験を積んでいるからでしょうね。
しかし
経験を積めば積むほど出来なくなることもあるのも事実です。
「えっ、何で?」というあなたはこちらへ。
↓ ↓ ↓












































この記事へのコメントはありません。